�Ԓ��86-0574-86820128-805
���棺86-0574-86820118
��ַ���㽭ʡ�����б��������|�^
�d�I��·11̖
�]����315800
�]�䣺jack.xie@youngyearnb.com
sales@youngyearnb.com
�Wַ��kkk979.com
�_��ģ���c�A�ߵIJ�ͬ�c
�_��ģ���c�A������^�^���f�����}���_���ӹ�����ģ���c�Cе�ӹ����õĊA�߶����ڹ�ˇ�b�䡣���Ҷ��кܶ�ɲ��õć��˻���I���OӋ�c����˜ʡ�Ȼ�����A�߶��ԣ��mȻҲ�Dz�ͬ�Ĺ�������c֮��ͬ�Y���ĊA�ߺ��c֮�����ęC�������@�������@�A�ߺ��@�����ƽ�棬��㊊A�ߺ�㊴���Ȼ����ͬ�����g�ĊA���Π��Ǻܲ���ͬ�ģ������õęC����ͼ�������ʽҲ��ȫ��ͬ�������_�����f���_���ӹ�����ͬ����_�á����������εȣ����Nģ�ߏ����^����s�����ƣ��D1-5����
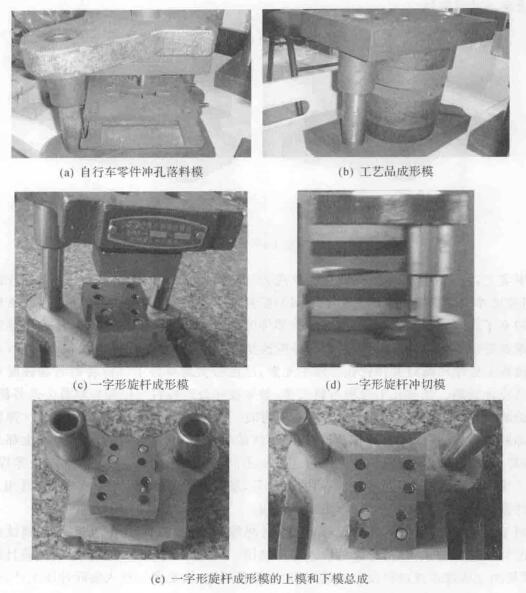
�D1��5 �_�����a��ģ��
ģ��һ����r�¶�����ģ�����ģ�壨��Q��ģ������ģ�����������͌��ס���ģ�����ģ���c�����͌����b��һ�𣬷Q֮��ģ�ܡ�������ģ�����ģ���c�����͌����b��һ���Ҏ���ģ����ģ�ܡ�����ģ��ֻ�ЃɷN��ʽ���]��ģ����ģ�ܣ��D1-6(a)���͎���ģ����ģ�ܣ��D1-6(b)�����_��Ҳ������ֻ�ЙCеʽ�����C��Һ���C�ɷN��ͣ������@�ɷN��ͬ��͵ě_��������ʽ��һ�ӵģ������K����һ�����ؾ����һ���_���^�̣��г̣������ϛ_���ăɂ�������֣����dz��ι������D�ƻ�׃�Σ��ͷ��x�����ϵķ��x�������ι������ָ���׃���Π��ģ�߲�ͬ����ȡ��ͬ�������Q���珝�������Û�μ���߅�ȣ�ͬ�ӣ����x����ֿɷ֛_�ס����ϡ��Д༰���еȡ��oՓ�ڳ��ι������x��������ηQ����ͬ�Ĺ������Q�����_�����a�rʹ�õě_�����f�����Ϸ��x�����ϲ����ٶ��^��ęCеʽ�����C�����ϳ��μ������D�ƻ�׃��һ������ٶ��^����Һ���C���_��ģ���OӋ�ߵ��΄վ��ǣ��oՓ�ηN�_������ģ�߽Y���OӋ�ĽY����Ҫ����Ҫ���C�ڛ_��һ�������أ��г̣���������a���ϸ�ě_�������
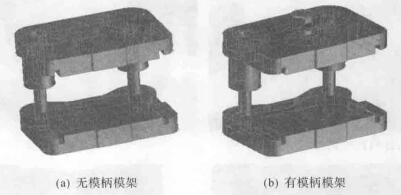
�D1-6 ģ��
���ϣ����ڲ�ͬ�İ��ϼ��_�����a���߲�ͬ�ě_����������ģ������ֶ������ƣ�ͬ�ӳߴ��һ��ģ�ܿ����m���ڲ�ͬ�İ��ϼ����a�ě_��ģ�����@�ͽoģ���OӋ�ߎ������S���֮̎���Լ��ĺ������D�Ϳ��������������ģ������Dʹ�á������ڬF���кܶ�Č��I�S�ң����T���a�_ģģ�ܣ��OӋ�rֻҪ������ُģ��Ҏ��ȣ�����������ģ���Ϙ�ע����ᔼ��Nᔿȼӹ�Ԫ�أ��@�͘O��p�p���OӋ�ߵĄڄӏ��ȺͿs����ģ���OӋ���ڡ���_��������Ϲ���������_�õİ���ֱ���Ͱ����ȶ���ͬ��ģ�ߵĽY����ʽ����ԭ�������^������ͬ�ġ�
ģ�������ж�ϰ塢����Ԫ�������ɻ���Ƥ����ж����ᔡ�ģ�̶��塢��ģ�̶��������IJ��ϡ��Π�ͳߴ缰���gҪ��Ҳ������ͬ�ģ���H�H����ģ�c��ģ���пڳߴ�������ͬ��
���NJA�߾Ͳ�ͬ�ˣ�ͬһ���������ͬ�ӹ�����ĊA�ߡ����߲�ͬ�������ͬ�Ĺ���ȣ������������ͬ�����Բ�ͬ�A���֮��������OӋ�D����������������y��ͨ�á�

�P����ӿƼ�������������˾ ������� htm xml�� ���������o�W�j ���g֧��
��ַ���㽭ʡ�����б��������|�^�d�I��·11̖
���I:�������ģ���OӋ�c���졢��X��߅�O�䡢��܇�����סլ�Oʩ��������N�l���t���O������_���aƷ
�P�I�~�����_�������_��ģ�� �ٶȽyӋ �䰸̖����ICP��18042616̖